|
|
| |
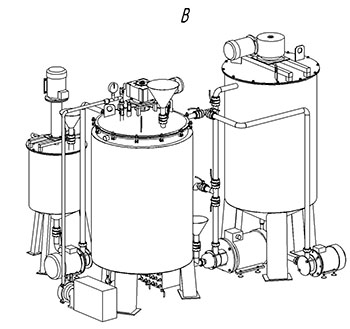
Оборудование для майонеза 5000 в сутки автоматизированная |
| |
|
|
|
|
№ |
Наименование |
|
кол-во |
|
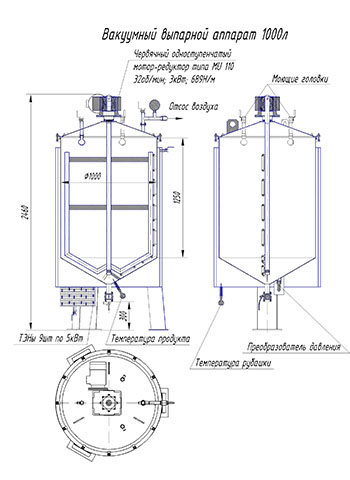
1 |
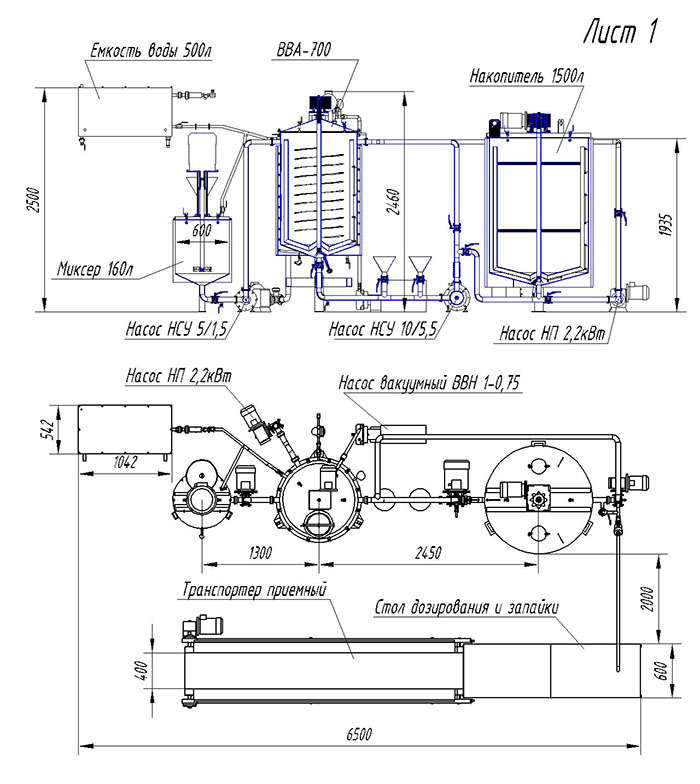
Вакуумный реактор. Вакуумная трехслойная емкость 700л, из пищевой нержавеющей стали AISI304 (08Х18Н10Т), с термоизоляцией, с рамной мешалкой со скребками 3 кВт, с рубашкой нагрева ТЭНы 30 кВт (2х15 кВт- ступенчатый нагрев), Датчики ТСМ в продукт и в рубашку. Внутренний диаметр 860мм. На тензоопорах. Выгрузка через насос. Моющие головки, сильфоновые развязки продуктопроводов. Преобразователь давления (уровнемер «Данфос») для защиты от перелива |
|
1 |
|
2 |
Приемная воронка 30-50л, из пищевой нержавеющей стали AISI304 (08Х18Н10Т) , для сухих рецептурных компонентов, ставится между вакуумным реактором и гомогенизатором |
|
1 |
|
3 |
Шкаф автоматики на весовое дозирование рецептурных компонентов, включает в себя многоканальный контроллер, для получения сигналов от тензодатчиков и управления кранами при дозировке, т.е. управление системой подачи п.4 |
|
1 |
|
4 |
Система подачи в реактор рецептурных компонентов, включая электрогидроклапаны Ду25-50мм на подачу масла, подготовленной эмульсии из эмульгатора, сухих рецептурных компонентов, электромагнитный клапан на подачу воды (компл) |
|
1 |
|
5 |
Гомогенизатор РПГ-М 30 кВт- четырехступенчатый из пищевой нержавеющей стали для легкого, среднего и высокожирного майонеза (т.е. для любого), для получения однородной не расслаивающейся масложировой смеси с измельчением до микронного уровня |
|
1 |
|
6 |
Частотный преобразователь (рекомендуется для высококачественного майонеза) для увеличения числа оборотов гомогенизатора с 2850 до 3200 об/мин и плавного пуска. |
|
1 |
|
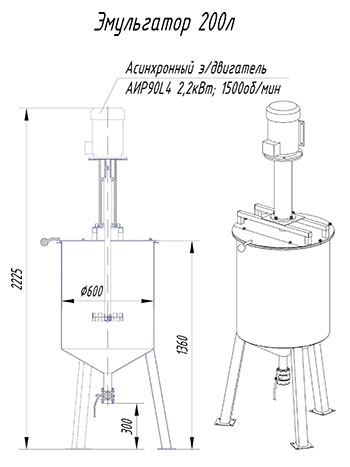
7 |
Эмульгатор 300л. Однослойная емкость, из пищевой нержавеющей стали AISI304 (08Х18Н10Т), с быстроходным перемешивающим устройством фрезой мощностью 5,5 кВт |
|
1 |
|
8 |
Накопитель 1500л. Однослойная герметичная емкость 1500л из пищевой нержавеющей стали AISI304 (08Х18Н10Т), с рамным перемешивающим устройством 4-5,5 кВт, преобразователь давления (уровнемер «Данфос») для защиты от перелива |
|
1 |
|
9 |
Обвязка, запорная арматура, из пищевой нержавеющей стали, включая управляемые электрогидроклапаны Ду50мм, на перекачивание продукта |
|
1 |
|
10 |
Насосы на выгрузку и перекачивание продукта импеллерные самовсасывающие и центробежно-шнековые из пищевой нержавеющей стали |
|
3 |
|
10 |
Устройство весового дозирования в пластиковые ведра 0,25-5л, полуавтоматического типа, включая тензоплатформу, контроллер, частотный регулятор и электрогидроклапан для отсекания продукта. (Краткий принцип действия: На контроллере выбираете заранее введенный вес фасовки (5 каналов-весов), устанавливаете ведро на приемный столик, в ограничительную рамку, нажимаете кнопку «ПУСК», насос при этом работает постоянно (при закрытом клапане насос работает сам на себя через байпас), открывается нормально закрытый электрогидроклапан, идет дозирование продукта, по приближении к достижению заданного веса, частотный преобразователь замедляет обороты вращения электродвигателя насоса (почти до полной остановки)- для более точного дозирования, по достижении веса электрогидроклапан закрывается, насос работает на себя, ставим очередное ведро, опять включаем кнопку «ПУСК», электрогидроклапан открывается, насос набирает обороты и т.д. Если нужен другой вес ведра, то выбирается кнопками из заранее запрограммированных, либо программируется заново (10-15 сек.). Точность дозирования до 0,1% |
|
1 |
|
11 |
Полуавтоматическое устройство запайки (если нужно) горловины ведер полиэтиленовой пленкой (для увеличения срока хранения продукта) приемный стол, с роликами для подачи и приема полиэтиленовой пленки, прижимной круглый нагреватель, нож с проточками под диаметр ведер (задается заказчиком), поверхность покрывается сменной тефлоновой пленкой, регулятор нагрева, гибкий нагревательный элемент. 1,5 кВт |
|
1 |
|
12 |
Пульт управления линией IP-54 в полуавтоматическом режиме, с интерфейс-выходами для подключения в случае необходимости к управляющему компьютеру, включая таймеры, звуковую и световую сигнализацию, коммутацию с шкафом автоматики п.3, управление перемешивающими устройствами, гомогенизатором, насосами , частотный преобразователи для управления насосом при дозировании рецептурных компонентов из эмульгатора в реактор. Управление температурными режимами через 2-х канальный измеритель регулятор. Контроль наполнения емкостей от перелива с помощью одноканальных измерителей регуляторов и датчиков преобразователей давления |
. |
1 |
|
|
Если интересует полностью автоматический вариант линии, дополнительно в пульт управления ставим общий промышленный многоканальный контроллер, с сенсорной TOUCH-панелью, для работы линии без участия человека. Туда прописываем весь процесс. Также если интересует автоматическая фасовка в ведра- можем выслать спецификацию отдельным файлом, что касается фасовки в пакетики |
|
|
|
|
|
|
|
|
|
|
|
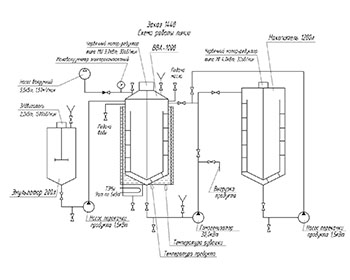
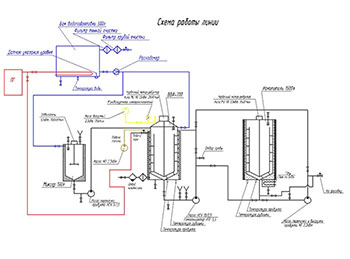
Принцип работы :
В вакуумном реакторе, при одновременном нагреве, сначала восстанавливается с помощью гомогенизатора сухое молоко в воде, туда же добавляется или яичный порошок или желтки(меланж) и все дополнительные ингридиенты (растительные масла-подсолнечное или рапсовое, оливковое в зависимости от
рецептуры,сахар-песок, уксус, соль, концетрат молочного белка консерванты-сорбат калия, бензоат натрия, ароматизатор "горчица", антиокислитель "Диссольвин", краситель типа "МиХромовый желтый" и т.п)
И все это с помощью гомогенизатора обрабатывается в однородную масложировую эмульсию. Затем в эмульгаторе приготавливается эмульгатор- стабилизатор типа "Стабимульс" или др. и тоже
перекачивается в реактор, перемешивается но уже без воздействия гомогенизатора (с помощью насоса и мешалки) или с минимальной обработкой гомогенизатором, констистенция при этом
становится более густой и затем готовый продукт перекачивается в накопитель перекачивается в накопитель и далее на фасовку.
Во время процесса постоянно поддерживается заданная температура и вакуум для лучшего качества получаемого продукта.
При этом варьяция оборотов гомогенизатора с помощью частотного преобразователя позволяет добиться наилучшего качества продукта (т.к. скорость двигателя 2850 об/мин, а оптимальный режим 3
000об/мин)
В данной схеме дозирование компонентов происходит автоматически путем нажатия соответсвующих кнопок на шкафу автоматики и пульте управления |
|
|
|